


放熱焊接定義
放熱焊接是一種簡單、高質量的金屬連接工藝,它利用金屬化合物化學反應熱作為熱源,通過過熱的(被還原)熔融金屬,直接或間接加熱工作,在特制的石墨模具的焊接室中形成一定形狀、尺寸,符合工程需求的熔焊接頭。當前,放熱焊接已經普遍取代了以往金屬之間的機械物理連接方法,很多國際標準均推薦在接地系統中使用放熱焊接工藝,如IEEE,IEC,NEC,ASME等。
放熱焊接反應原理
3Cu2O+2AL—6Cu+Al2O3+Heat(2537℃)
放熱焊接的優點
生成的焊接點為純銅,屬于原子結合,焊接點耐腐蝕性、導電性、機械強度不低于導體本身,規避了機械物理連接方式易松脫的問題;
增強型一體裝放熱焊劑屬于非危險品,采用密封防水設計,焊藥不含磷、鎂等對人體有害材料,方便運輸和存儲;
可根據連接方式提供分量包裝,在充分保證焊接質量標準化程度的前提下,不僅低限度地減小了焊接對金屬母材的損傷,而且還大大提高了模具的使用壽命;
焊接方法簡單易行,無任何技能要求,焊接點質量標準化程度高,供焊接用的材料及工具重量輕,攜帶方便,焊接時無需外接電源或熱源;采用高強度、高純度優質石墨原料生產模具,石墨致密性高,以保證焊接殘渣黏附度低,模具使用壽命長.從反應、導流到焊接設計合理,避免模具爆炸、焊接銅液飛濺等現象,焊接質量高;國內通過IJL、CE'和RoHS全系列權威認證。

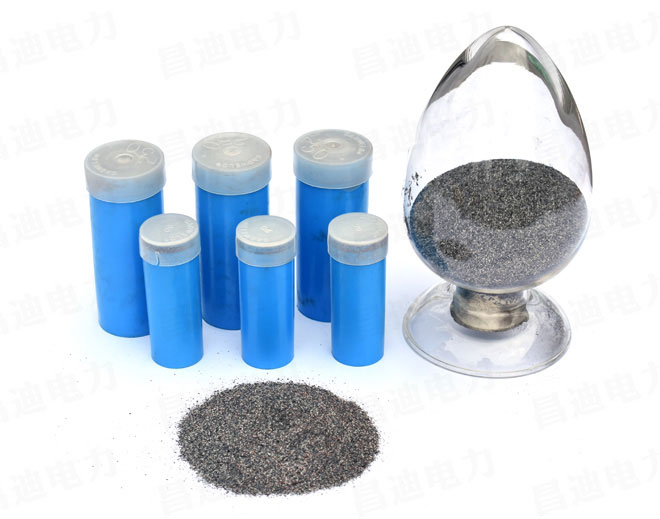
放熱焊劑產品性能
|
序號 |
技術內容 |
技術參數 |
|
1 |
內容物凈重 |
65g/90g/115g/150g/200g/250g ? |
|
2 |
內容物成分 |
焊藥含75-82%氧化銅和18-25%的催化劑,焊接后的接頭抗腐蝕性強于導體本身,不含磷、鎂,無毒無危害 |
|
3 |
生產工藝 |
自動化灌裝系統,灌裝成分的一致性高 |
|
4 |
使用壽命 |
與一般國內產品不同,潮濕環境對產品性能影響基本沒有,因廢品產生的材料損耗率極低,理論壽命無限期 |
|
5 |
包裝方式 |
S2-31系列增強型一體裝焊劑屬于非危險品,根據不同焊接要求分量包裝,保證了焊點質量標準化程度,增大模具使用壽命30%以上,附產品合格證、原廠銘牌及所需鋁片 |
|
6 |
認證內容 |
產品已通過權威的UL、CE和RoHS認證 |

 友情鏈接 |
友情鏈接 |